A Guide to the Different Tool Steels for Injection Molds
Plastics Manufacturing Resources, a FORGE partner, connects companies to a wide range of plastics manufacturing options, from injection and blow molding to additive manufacturing, thermoforming and more. In this Tools of the Trade, they discuss the options for tool steels for injection molds. There are many options to consider, depending on your needs. If you’re on the journey to injection molding, this information can help you plan your process.
In this article, we will provide a general introduction and guide to understanding common tool steels for injection molds. In this article, we are going to discuss the most common steels used when building injection molds. Each of the materials have pros and cons. One that works well for one application doesn’t necessarily mean it will work well for another. There is no simple formula to make this determination. Instead, several factors contribute to the ultimate choice of steel.
The first two questions a toolmaker will ask:
1) What is the annual volume and life expectancy of the part? A part that only requires 1000 parts per year, will have different steel requirements than a part that runs millions of parts per year.
2) What polymer have you chosen for your part? If the material is a filled resin (glass/carbon etc.), those materials are abrasive and will require steel that has good wear properties. High-temperature materials will also require steels that tolerate the required higher processing temperatures.
Other key discussion points will include:
- Tolerances: If your part has tolerances +/-.002 or smaller, the part will be considered a tight tolerance part. Wear of the steel will be a main concern and the right steel choice will reduce future repair/maintenance costs on the tool.
- Surface finish will influence steel choice as well. For example, if you have a high gloss finish, you will need steel that is capable of being highly polished and hard enough to maintain that finish.
- The overall design of the product itself. A highly detailed part that requires slides/side actions needs to take into consideration thermal conductivity and moving parts to avoid issues during production.
Common Tool Steels
The most common choices are Aluminum, P-20, H-13, S-7, and 420 SS. When matched properly with the application, each of these materials will perform well. However, if you opt for aluminum based on its affordability and you are running a glass-filled material, that tool is not going to yield thousands of parts. While the price point may be attractive up front, you may need further investment to produce more parts due to wear and dimensional issues. Here is a brief description of each:
Aluminum
Aluminum is a common choice for low-volume applications and prototyping. It is best suited for unfilled commodity or engineering-type resins. Generous tolerances fit best with this steel choice. Because it is a less dense steel, it machines much faster than hardened steel thereby reducing machining time, lead times as well as reduced labor costs. While it is low cost, it will not offer you longevity. This is a true prototype/low-volume choice.
P-20
P-20 is a semi-hardened tool steel. This is a step up from aluminum and is usually worth the minor increase in cost. P-20 is going to give you a longer life and will perform well with abrasive materials (glass and/or carbon filled). For some applications, P-20 is enough for the entire life of the program. As a general rule, P-20 is good for volumes up to 50,000. When given the option to build a first-stage tool before production, P-20 is a good choice. It can then serve as a backup tool if an unforeseen issue comes up with the production tool.
H-13
H-13 is a hardened steel. Prior to heat treat it machines well. It works well in high-volume applications and can last dimensionally for over 1 million shots. H-13 is also a choice when it comes to highly filled (abrasive) materials. It also works well for materials that require high tool temperatures like polyamide-imide (PAI), polyaryletherketones (PAEK/PEEK), and Liquid Crystal Polymer (LCP). It is also a good option for optical quality type parts that require high polish and/or a mirror-like finish.
S-7
S-7 is a pre-hardened tool steel. This steel is suited for both high volumes and tight tolerances. It can stand up to abrasive filled materials and can be welded successfully. In addition, S-7 polishes well to a high luster making it a good choice for aesthetics including glossy finishes.
420 SS
420 SS is a grade of stainless steel. Its hardness is excellent in maintaining tight tolerances and has high wear resistance with abrasive materials. 420SS is a good choice for PVC and it performs well in mildly corrosive environments.
Interested in learning more? Here is a link to a great resource on mold making. https://moldmakingresource.com/injection-mold-tool-steel/
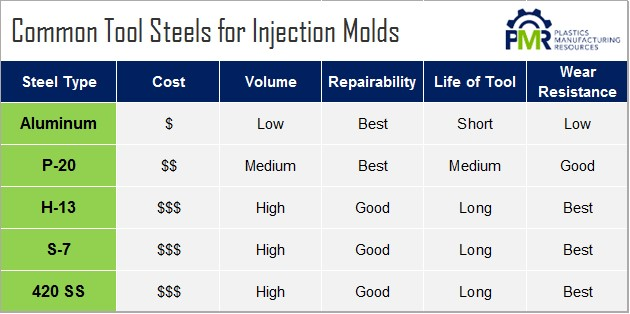
Here is a matrix that you can reference as you head down the design and product development path:
If you found value in this article, consider signing up for our blog! At Plastics Manufacturing Resources, our Blog focuses on issues to help you succeed. Stay tuned…..next month we will be writing about “Questions You Should Ask About Injection Molders Quality Systems”
If you have a current project, reach out to the Professionals here at PMR. They can guide you through the complexities of supplier selection and will be your single largest ally in making your next project a success!




